キャストに関する情報は中々見つかりませんネ
結果から申しますと失敗しながら覚えるしかありません。
ここには我流の方法を掲載しましたので、ご自分の発想で色々とトライアルしてみてくらさい!!!
シリコンには縮合タイプと付加タイプの2種類があります。
今回はデリケートな付加タイプ(10:1)のシリコンのお話です。
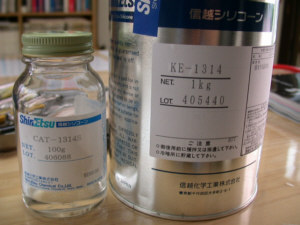
信越シリコーンのKE-1314
シリコンの中にオイルが混入されています
レジンの高温にも耐え、多くのキャストが可能
コスト・パフォーマンスにすぐれてます |
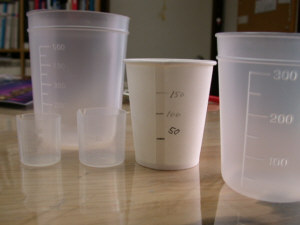
ポリの容器です、小さいのは硬化剤用
10対1は確実に |

攪拌用のへらです、攪拌の際には容器の内角も
よく混ぜあわせるために注意が必要です
ダイソーなどで揃います |

デリケートな付加タイプは粘土内の硫黄成分に
反応して硬化不良をします
沢山の粘土を試しましたがこれが安全です。
手芸店ユザワヤのみ入手可能(\210-) |
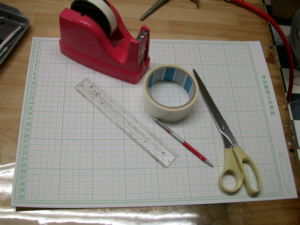
枠作りに必要なものです |

2面取りの際、シリコン同士の離型に使います
スプレー式のため便利。
乾燥してから2面目の注型をします |
真空デジケーター
この容器の中で真空にして気泡を取り除きます

厚さ20ミリのアクリル製
メーターが振り切る時にはこの厚い蓋が凹みます |

負圧に耐えるために肉厚はこの通り
留めバンドがないのは膨らまないから・・・ |

油回転ポンプと100ボルトのモーターです
プーリーの比率で回転速度を調整しています。 |
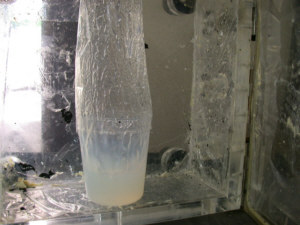
予備脱泡
攪拌したシリコンは中に極小の空気が入ります
それをおおよそ取り除く作業です
一気に泡が吹き出すので、数回大気圧に戻して泡の吹きこぼれを防ぎます。

泡が吹きこぼれない様にPPテープで筒状に高くします
このときはケースを立ててます |

こんなに上まで吹き上がります
何回かで泡がとれ安定したら予備脱泡は完了 |

ゲージの針はここまで触れます
マイナス10トールの負圧は
車のタイヤは2.5
レース用自転車のチューブラータイヤは8
それのマイナス10でわかります?
|

準備が出来ました |

スイッチ・オン・・・・アワアワ・・・・
吹きこぼしに注意しながら空気を抜きます |

付加シリコンの硬化は熱で促進します。
縮合は硬化剤の増量です。
ここが一番の違いです
乾燥器で2時間で硬化します |

2面目は離型剤をスプレー数分で乾燥します
縮合のシリコンには使えません |

小量のシリコンは的確に計量しましよう
間違えると硬化不良の原因になります |

予備脱泡の仕度です |

容器に入れて蓋を閉めロックします |

泡が上がります |
量が少ないと泡も少ないので作業時間は短い |

2面目に泡を立てないように |

予備脱泡で空気が抜けてます
あまり吹きあがりません |

繰り返す事10分、そろそろ抜ききりました |

シリコンは粘度が高いので大気圧に戻しても
すぐには平面になりません
若干の泡は2時間の加熱硬化でなくなります |

2時間後にはこの通り
PPテープを取り除きます |

剥がしました、ペロッとはがれます
引っ張り強度が縮合の10倍はあります
逆テーパーの形でもOKです |

参考になりました・・・・?